One of the most versatile machines in woodworking, it can be used for mouldings, rebates and curved work. However, it can be dangerous if not used correctly, because of the risk of contact with the tool, and ejection of the tool part or workpiece.







Grooving on a Vertical Spindle Moulder
Whilst it is recommended in Safe use of woodworking machinery (PUWER 1998 as applied to woodworking machinery) that for grooving a properly guarded vertical spindle moulder (or router) is the most suitable machines for the job, there are some unclear areas with regard to the tooling used for grooving, particularly for marking. Tools used on hand-fed machines such as spindle moulders should have marked on them:
- the name and trademark of the manufacturer or supplier
- the designed speed range
- "MAN" indicating that it is for hand feed; and
- the tool dimensions - cutting diameter (maximum cutting circle), cutting width and bore diameter.
In practice there is evidence that, in some cases, tool suppliers are not meeting these requirements fully as many tools supplied for grooving on a vertical spindle moulder do not have all of this information marked on them, particularly the "MAN" for hand feed, sometimes having BG Test information instead. A possible reason is that they are considered by manufacturers to be a circular saw blade, not a milling tool, and are marked as such with:
- the name and trademark of the manufacturer or supplier,
- the maximum rotational speed and
- the tool dimensions - cutting diameter, kerf and bore diameter.
However, the most important factor when considering options to use for grooving on hand-fed machines is:
How safe is it to use? - is there limited cutter projection, or other means to achieve the same effect, that will limit the extent of an injury in the event of hand contact during use?
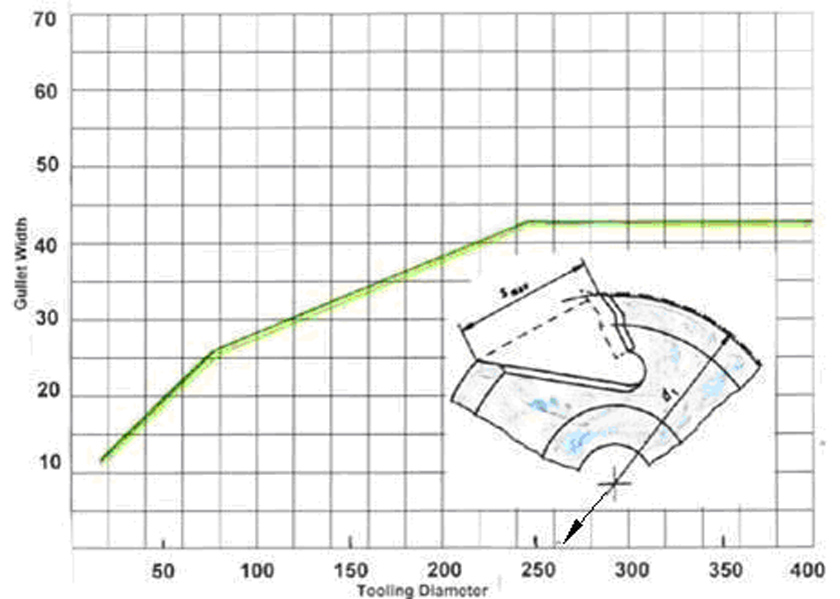
Other means would include ensuring that the gullet width does not exceed that required for the tools cutting diameter. BS EN 847-1:2005 Tools for woodworking - Safety requirements Part:1 Milling tools, circular saw blades provides details on this requirement: Maximum gullet width smax for cutting diameters d1 = 16 mm to 400 mm shall be measured at the maximum cutting circle across the diameter of the tool. This shall include the regrinding range and shall be selected in accordance with the requirements of Figure 12. This measurement d1 is then read off the x-axis up to the green line. The maximum gullet width can then be read off the y-axis.
Options for tooling used for grooving on vertical spindle moulders
Split Groovers
These come in a range of sizes and designs but all work on the same principle of inserting shims to increase the width of the cut over the range that the tool has been designed for. They are quick to set up, very accurate (setting groove widths) and as they can be run at high speeds they produce a good finish. Those shown below have a range of sizes starting at 4.5mm (smallest) up to 20mm (largest) and come in two basic designs:

Renewable cutters
some designs allow the cutter to be turned several times before disposal


Fixed cutters
Also note side (scouring) cutters fitted.


Variable Adjustment grooving tools
These are able to cut a groove range from 4.5mm to 14.5mm by means of adjusting a screw thread. Both tools have chip limitation.

Grooving saw
Both types of grooving saw illustrated are legal as have anti-kickback fingers and a small gullet width:



Wobble saw with side cutters
Wobble saws can cut a groove of different widths by altering the angle of the blade by means of tapered collars. They are legal to use provided they meet the requirements for gullet width but the extent of injury in the event of contact increases with the width of cut (amount of wobble) and saw diameter, defeating the objective of limited cutter projection tooling. They can only be used at slower speeds so the finish and production rates are lower.

