Radiograph duplication and falsification
Department name:
Chemicals, Explosives and Microbiological Hazards Division (CEMHD)
Bulletin No:
CEMHD1-2023
Issue date:
10/23
Target audience:
Manufacturers, fabricators and end users of critical structures, pressurised equipment and primary containment systems where non-destructive testing is used to assure integrity.
- Oil and gas (onshore/offshore)
- Chemical processing and production
- Nuclear
- Power generation
- Engineering
- Fairgrounds
- Gas Manufacturing (general)
- Others
Issue
This safety alert highlights that the non-destructive testing (NDT) process is vulnerable to tampering. HSE and other regulators have investigated several instances where NDT has been falsified. In particular, radiographic images of welds have been falsely obtained or tampered with, including:
- duplicate images of welds and false identification numbers added after processing
- suspected accelerated working by shortening the distance to the radiographic source
- potential misrepresentation of image quality
- images cropped to remove defects in adjacent welds
In these cases there is a significant risk of flaws and defects going undetected with a subsequent risk of structural failure.
Outline of problem
Metallic structures fabricated by welding are prone to defects, such as inclusions, porosities and cracking. The absence of significant defects is assured, at the construction phase, by non-destructive testing (NDT) of the welded joints. This is often achieved by radiography. The weld can be examined for internal defects using an X-ray or radioactive source and a suitable medium (plate or film).
Joints not meeting acceptance criteria are usually ground out, re-welded and examined again to ensure the repair has been effective. The quality assurance at the fabrication stage is vital to ensure the initial integrity of structures such as pressure vessels, pipework and tanks, preventing catastrophic failure when in service.
Falsification of NDT
HSE has investigated a number of instances where the NDT has been falsified, mainly at the fabrication stage. Welds have not been thoroughly tested and/or the results have been misrepresented.
Most recently, during a large-scale steam boiler construction which required hundreds of internal tube welds and thousands of radiograph images, instances of film duplication were noticed by the inspector. Further investigation revealed large-scale falsification of weld images and shortcuts taken to reduce the time spent on site:
- radiographs were produced without unique identification being affixed at the time of exposure. Identification numbers were ‘flashed’ on to the film during post-exposure processing, contrary to the requirements of the standard in place at the time (BS EN ISO 17636-1:2013), allowing falsification
- multiple exposures were taken of the same weld at once (by film double loading). While this is allowed in the standard, it is intended for use when establishing exposure variables and allows selection of the best image from a number of films. It may also be used for examining a larger cross section of thicknesses in one exposure. However, in this case, the spare images generated by double loading the film had false numbers added during image processing. An example is shown in Figure 1
- there was also some indication that readily accessible welds were used repeatedly, and substituted (with false identification numbers added later) for welds more difficult to access
- there was also a suggestion that the exposure time may have been shortened by reducing the distance to the radiographic source, which would require tampering with the image quality indicators to give a false indication of resolution
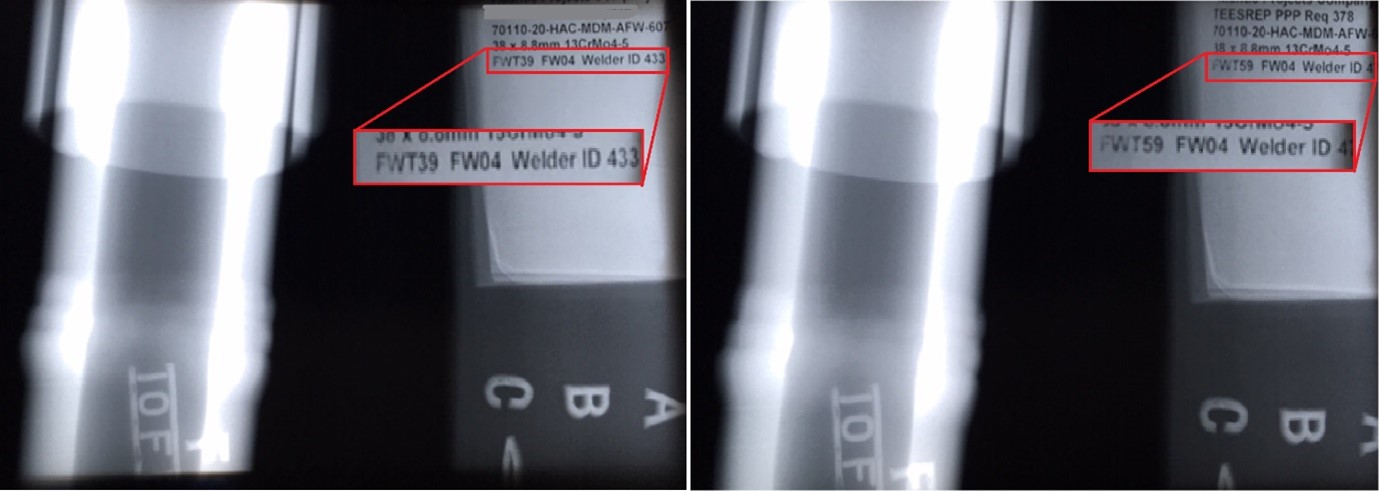
Figure 1: Radiographs of tube welds FWT39 and FWT59 are identical (Images courtesy of NECIT Services Ltd, independent third-party reviewer)
Other indications of gross malpractice were ignored, most notably the large number of welds radiographed in one working shift. Estimates of capability varied from between 10 welds to 20 welds per shift. But numbers regularly exceeded this, with one instance of 104 weld butts (312 images) supposedly undertaken. Neither the NDT company management, the main contractor, the customer, or the Notified Body recognised the implications of the large number of radiographs recorded.
There were other issues around competence of those verifying the work. The person appointed was qualified as a weld inspector, but not sufficiently qualified to interpret radiographs.
HSE is also aware of another example. Some film radiographs were marginally smaller than the majority submitted for approval post-fabrication. Further scrutiny revealed that:
- the shorter negatives had been cropped by 10-15 mm
- those negatives had captured part of the tank construction deemed to be exempt from radiography, because of access difficulties
- the cropped sections contained defects that would require concession or, in some cases, cutting out and repair
Standards
In both these examples, a UKAS-accredited company was involved in either production or assessment of the radiographs. These companies would normally be expected to conform to BS EN ISO/IEC 17020. This states that they shall be responsible for the impartiality of their inspection activities and shall not allow commercial, financial or other pressures to compromise impartiality.
BS EN ISO 9712 specifies requirements for the qualification and certification of those who perform NDT. BS EN ISO 9712 outlines the responsibilities of anyone associated with an NDT certification scheme including, for example:
- making the employer responsible for the results of NDT activities and staff under their control, requiring a documented procedure
- ensuring certificate holders abide by a code of ethics published by their certification body
BS EN ISO 9712 also states that the certification body can withdraw NDT certification, for example if they find evidence of behaviour incompatible with the certification scheme or failure to abide by a code of ethics.
Various accreditation schemes have codes of ethics, requiring those working in NDT to adhere to a set of principles. These include requirements to act with integrity, avoid deception and not knowingly mislead.
Examples of schemes include:
- The British Institute of Non-Destructive Testing (BINDT) code of conduct
- The Welding Institute (TWI) code of conduct - applicable to NDT technicians endorsed under their Certification Scheme for Welding and Inspection Personnel (CSWIP)
- The American Society for Non-destructive Testing (ASNT) code of ethics
Action required
There is a risk of premature failure of a component or structure if companies do not carry out non-destructive testing properly. So operators of the equipment being examined and those companies providing the service have duties under the Health and Safety at Work etc Act 1974, in particular sections 2 and 3.
Operators undertaking or commissioning NDT, for initial integrity or ongoing assurance, should understand:
- the qualification systems for NDT operatives and those assessing NDT output, for example Personnel Certification in Non-Destructive Testing (PCN) and Certification Scheme for Personnel (CSWIP)
- the NDT techniques being used and their limitations
- the NDT coverage required and defect acceptance criteria, under relevant Standards, for example for pressure vessel manufacture, where applicable
- the conditions required to successfully undertake NDT, for example access and cleanliness
- the time required to achieve adequate results
- the causes of human failure and violations, for example non-compliances, circumventions, shortcuts and work-arounds (with respect to undertaking NDT), and ways of reducing them, as described in HSG48 Reducing error and influencing behaviour
- employer responsibilities under BS EN ISO 9712, for example issuing written authorisation for NDT personnel to operate, and assurance activities
- inspection body responsibilities under BS EN ISO/IEC17020 on impartiality and independence
- what the output should look like
- how to identify suspect results
For radiography in particular:
- ‘flash identification’ of welds should not normally be accepted – unique and permanent identification at the time of exposure is usually part of the relevant construction standard and where this is the case it should be adhered to
- double loading should be tightly controlled, and requirements fully documented within the radiography procedure/written NDT instruction. Generally, this practice is only needed for initial exposures. Once established (after the first few exposures), double loading of film is unnecessary and combined with ‘flash identification’ offers an opportunity for duplicates to be generated
- images should be assessed by someone demonstrably competent
- alterations of negatives or manipulation or obscuring of the image should not be accepted
For practitioners of NDT:
- an individual has duties under section 7 of the Health and Safety at Work etc Act 1974 ‘to take reasonable care for the health and safety of himself and other persons who may be affected by his acts or omissions.’ Failing to properly undertake NDT and falsification of records could be regarded as a breach of this legislation
- section 7 places important duties on the employee irrespective of the obligations on the employer
- an individual’s activity is also governed by a set of ethical principles in line with those published by the Engineering Council and should be adhered to
References
- BS EN ISO 17636-1:2013 Non-destructive testing of welds. Radiographic testing. X- and gamma-ray techniques with film. British Standards Institution
- BS EN ISO/IEC 17020:2012 Conformity assessment. Requirements for the operation of various types of bodies performing inspection. British Standards Institution
- BS EN ISO 9712:2022 Non-destructive testing. Qualification and certification of NDT personnel. British Standards Institution
- British Institute of Non-Destructive Testing (BINDT) Code of Conduct for individuals. Statement of Ethical Principles and Code of Conduct (bindt.org)
- The Welding Institute (TWI) Professional Membership Rules and Code of Conduct. Professional Rules and Code of Conduct V4.pdf (theweldinginstitute.com)
- Code of Ethics for Members of the American Society for Non-destructive Testing ASNT Code of Ethics
- Reducing error and influencing behaviour HSG48 (Second Edition) HSE1999
- Engineering Council and Royal Academy of Engineering Statement of Ethical Principles. Engineering Council (engc.org.uk)
Relevant legal documents
- Health and Safety at Work etc Act 1974
- Provision and Use of Work Equipment Regulations 1998
- Pressure Equipment (Safety) Regulations 2016
General note
Please pass this information to any colleague who commissions NDT.