Concrete vibrator
The Problem
A new concrete mould vibrator had been designed for the automated manufacture of a new building product. The new machine was due to be installed on the production lines of each of several factories. During prototype testing, it was realised that the noise generated was close to 100dB.
The Solution
- Analysis of the machine noise and vibration showed the main noise problem to be caused by high frequency vibration radiated as noise by the machine frame.
- Moreover, only a proportion of the overall vibration was being fed into the product.
- Modifications were introduced into the vibratory table to change the natural frequencies of the structure and to damp high frequency vibration that was not contributing to the compaction of the concrete in the moulds.
- The effect of these modifications was to amplify the low frequency vibration fed into the product whilst reducing the high frequency vibration that was the source of the high noise levels.
- This example illustrates the opportunities that can be afforded to improve the operational efficiency of noisy plant by accurately diagnosing the source(s) and by developing engineering solutions to engineering problems rather than just treating the symptoms.
The Results
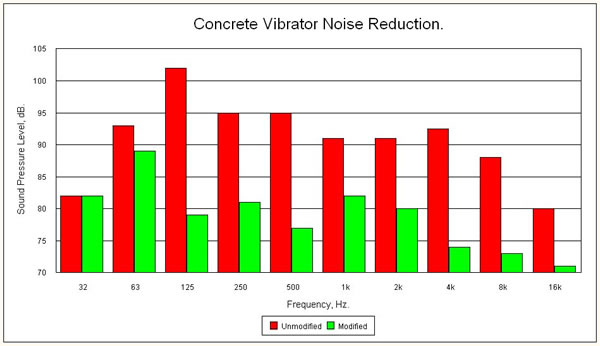
The result was a noise reduction of 15dB. The graph shows the effect of the modifications on the frequency content of the noise. The machine efficiency was increased as the greater control over the product vibration allowed the cycle time to be reduced significantly. There were also additional maintenance benefits in that the likelihood of fatigue cracking and fractures was considerably reduced.
Concrete vibrator noise reduction graph
The Costs
The cost of implementing the recommended modifications on the production machines was negligible.
Information supplied by
Redland Roof Tiles Ltd. & Industrial Noise and Vibration Centre Ltd.