Safety at high temperature textile dyeing machines
This guidance, which was previously published as Guidance Note PM4, is aimed at suppliers, operators and others involved with the maintenance and thorough examination of high temperature dyeing machines. It highlights hazards and describes ways in which they can be reduced or eliminated.
For the purpose of this guidance, a high temperature dyeing machine is one that operates at temperatures above 100°C and pressures above atmospheric.
Dye vessels containing steam or hot water above 0.5 bar(g) pressure (ie over 110°C) will be subject to the Pressure Systems Safety Regulations 2000 (PSSR), which aim to prevent serious injury from the hazard of stored energy as a result of the failure of a pressure system or one of its component parts.
The guidance on this web page should be read in conjunction with that given on at the following links:
- Pressure systems
- Safety of pressure systems, Pressure Systems Safety Regulations 2000 Approved Code of Practice
- Pressure systems – A brief guide to safety
- Safe management of industrial steam and hot water boilers
Dangers
Accidents at dyeing machines can result in scalds or explosions such as:
- pressure vessels or components, such as opening covers failing while under pressure because of mechanical failure or faulty closing;
- vessels failing during bleaching with hydrogen peroxide (H202). Decomposition of H202 can lead to the rapid evolution of oxygen, going beyond the capacity of the relief devices, causing the vessel to fail catastrophically; and
- operators engulfed with steam, boiling liquid or hot water, when:
- the temperature of dyeing liquor is above or about 100°C and a lid or sample chamber is opened allowing liquor to flash violently into steam and erupt from the vessel;
- doors are opened and hot liquor allowed to spill out, eg from horizontal vessels not completely drained or vertical vessels filled above cover-flange level;
- one of a bank of machines is inadvertently pressurised from an adjacent machine via a common blow-down or drain line.
Design safeguards
Vessel Integrity
Designers, manufacturers, importers and suppliers of high temperature dyeing machines have a duty under the PSSR to prevent danger by ensuring that every pressure vessel is properly designed and constructed to provide an adequate margin of safety for the duty that it has to perform.
Appropriate standards such as the British Standards for the Specification for unfired fusion welded pressure vessels PD 5500:2012+A2:2013 (currently under review) should be taken into account.
Vessels should:
- be constructed from suitable material;
- permit access for examinations such as non-destructive testing of welds;
- be marked with their safe working pressure and corresponding temperature;
- have a correct pressure gauge;
- have suitable safety devices (safety valves and/or bursting discs) properly adjusted and with the capacity to prevent the vessel from being over-pressurised - a safety device fitted to a vessel designed for dyeing may not have sufficient capacity for bleaching with hydrogen peroxide (see further information about H202 below);
- have supply pipes fitted with a suitable reducing valve or other suitable automatic device to prevent the safe working pressure being exceeded if pressure is supplied from an outside source, eg steam or air at pressure greater than the safe working pressure of the vessel.
Multi-bolted doors
An operator is unlikely to release all bolts on a multi-bolted door under full pressure without being warned of danger by a gradual leakage of steam or liquid during the slackening of the bolts. However, when the vessel is under slight or residual pressure, there is a danger of doors sticking after all the bolts have been removed and then being violently blown open when freed.
To ensure the safe release of any residual pressure, doors should be fitted with a device to either break the seal or to stop the door from opening more than 3 mm. Typically, a swing bolt can be fitted opposite the hinge in which its trapped nut is restrained by the door housing until the seal is broken and the door is cracked opened by 3 mm.
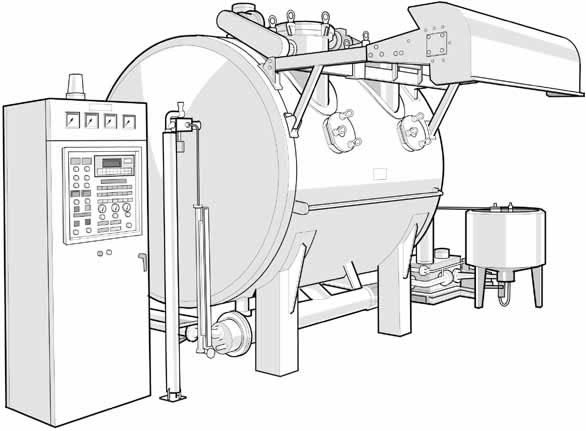
Figure 1 High temperature dyer for fabric with multi-bolted doors
Quick-opening doors (other than multi-bolted doors)
Pressure vessel doors that are quick-opening should have:
- An interlock between the door-locking mechanism and the pressurising system, eg
- If pressure is applied by steam, liquid, air or other gases, the inlet valve should be interlocked with the door-locking mechanism in a way that prevents the valve being opened to pressurise the vessel until the door is fully closed and locked.
- If the pressure is applied by boiling the liquor until steam is formed, there should be an interlock that prevents heat being applied until the door is fully closed and locked. The interlock should also ensure that the source of heat is turned off before the door can be unlocked.
- If the vessel is pressurised by an external pump there should be an interlock that prevents the pump from applying pressure until the door is fully closed and locked. The interlock should also ensure that the pump is switched off before the door can be unlocked.
- An interlock between the door-locking mechanism and the main vent arranged so that the vent must be open before the door can be unlocked (but it can be closed once the door is clear of the seal).
Note: It is sometimes necessary to carry out non-pressurised or low temperature dyeing with the door of the vessel open but it should not be possible to start a high temperature dyeing cycle with the door partially closed.
- A test-cock, unless the main vent outlet is clearly visible to the operative at the vessel door. The test-cock should be situated at a level below the vessel door and interlocked so that it has to be opened before the door can be unlocked. The test-cock should give audible or visual indication as to whether the vessel is still pressurised or has hot liquid above the door level. The bore of the test-cock should be large enough to avoid blockage, typically at least 12 mm.
- A restraint to hold the door after it has been unlocked and to prevent it opening violently by any residual pressure remaining in the vessel not indicated either by the test-cock or pressure gauge, eg a catch which has to be opened independently after the door has been unlocked and which may not be released until the door has been unlocked and cracked open. Alternatively, a hydraulic or pneumatic damper or ram designed to act as an effective restraint to the door movement can be used.
- A temperature-sensitive interlock to prevent the door being opened while the temperature of the liquor inside the vessel exceeds 80°C. The temperature sensing probe of such an interlock should be located in a position so that it normally registers the highest temperature in the system. The device should fail-safe, ie if the interlock is not in place, then the temperature may not exceed 80°C. Where the normal flow of liquor is disrupted or distorted, eg by failure of pump or motor, or by jamming of valves or entanglement of fabric, then extreme care is necessary to ensure that the whole of the machine and its contents are cooled to a safe temperature before the vessel is opened.
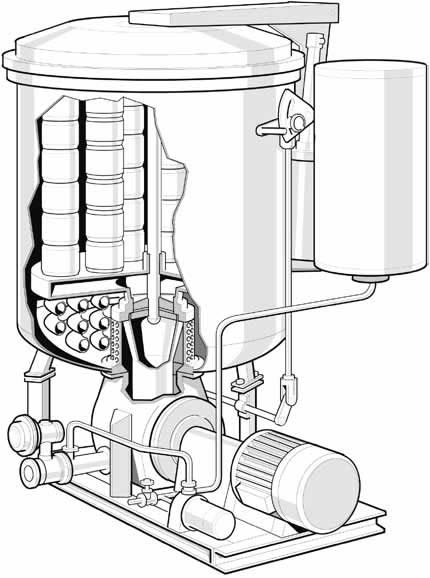
Figure 2 Vertical cylindrical high temperature dyeing machine for yarn packages with quick opening door
Interlocks
If possible, interlocking systems on dyeing machines should be simple and mechanical to operate. However, it may not always be practicable to achieve this. An interlocking key system is often appropriate, eg on sampling devices.
All interlocking systems, whether mechanically, electrically, pneumatically or hydraulically operated, should fail-safe in their mode of operation.
When safety depends upon electrical systems and no other back-up safety devices are provided, integrity can be improved by fitting two limit switches designed to operate in opposite modes. Where electrical interlocks are used for safety purposes the circuit should be completely independent of any other system.
Advice on the application of electrical limit switches is given in the following British Standards:
- BS EN ISO 14119:2013 - Safety of machinery
Interlocking devices associated with guards – principles for design and selection - PD 5304:2005 – Guidance on safe use of machinery
Limit switches mounted on a high temperature dyeing machine operate in an adverse environment of heat and moisture. To prevent moisture getting in, it is recommended that switches fitted have enclosures that achieve a minimum rating of IP 55 as defined in BS EN 60529:1992+A2:2013 – Degrees of protection provided by enclosures (IP code).
Sampling device
Accidents have happened while operators have been taking samples from pressurised dyeing machines.
There are several different methods of sampling but any sampling device should be interlocked to ensure that the sampling pot or device is depressurised (open to drain) before it can be opened to remove the sample.
Over recent years programmable controllers have been fitted to high temperature dyeing machines to reduce costs and ensure consistent quality. With many dye-houses aiming to achieve a one stop dye process, new machines fitted with programmable controllers are often supplied without a sampling device and the machine must be stopped in mid-cycle and the main lid opened. In these situations the door interlocks (see earlier paragraphs about multi-bolted and quick-opening doors and interlocks) should ensure that the liquor is cooled and any pressure within the vessel is relieved prior to sampling.
Installation and modification
Make sure that:
- the method of installation is safe;
- a competent person is consulted before work begins on any modifications or repairs that may affect the vessel integrity or the operation of any protective devices, including hot work, such as cutting or welding;
- pipe work and fittings do not obscure pressure gauges and manufacturer's markings or obstruct parts of the machine where access is needed for examination;
- if machines are interconnected via a common drain or blow-down line, that a non-return valve and an isolating valve are fitted in each line so as to prevent the possibility of steam and hot water being transferred from one dyeing machine to another, especially where people may be working, eg during maintenance.
Information provided by the supplier
Suppliers have a duty to provide sufficient information:
- to enable users to operate equipment safely - this will include the maximum permissible working pressure and temperature;
- about the design, construction, examination, operation, and maintenance of the plant to assist users to prepare a written scheme of examination under PSSR.
It is also helpful if the manufacturer provides a sample written scheme of examination as they will know how the equipment is designed to operate, its anticipated life and the initial frequency of examination.
Operations
Operators should be adequately trained and supervised.
The manufacturer's instructions and advice on operation of the machine should be readily available to operators and should be followed strictly.
Vessels should be completely vented before attempts are made to open lids or doors.
At jet dyeing machines in particular, attempts at unblocking tangled fabric can release pockets of liquor that can be at a higher temperature than is measured by the temperature sensing probe and this may flash into steam when released. A safe system of work should be followed, which may include the use of suitable protective clothing and face shields.
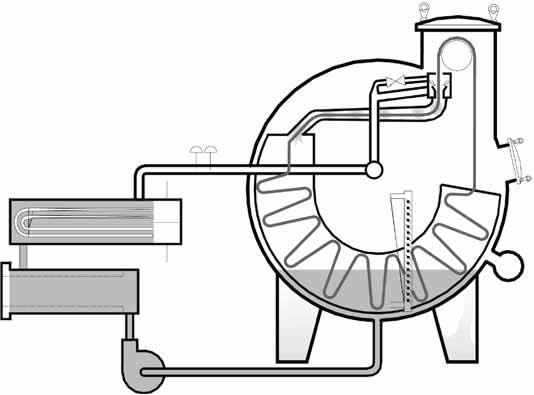
Figure 3 Schematic of high temperature dyer for fabric
Maintenance
Lids and doors
Ideally, a preventative maintenance scheme should be in place to make sure there are no faults or missing parts on the door mechanisms and that the various controls or safety devices are functioning correctly.
Where limit switches are used in the door opening interlock circuits it is important that the mechanical operation of the switches is tested regularly, in addition to any electrical test carried out during routine maintenance.
It is recommended that the bearing surfaces of the door locking devices is checked regularly. If cracks or other defects are suspected in the vessel or door operating mechanism, the vessel should be taken out of use and a competent person consulted immediately to determine whether the integrity of the vessel has been compromised. The competent person should also be consulted before any repair work takes place.
When a door-locking mechanism is designed to permit release in two stages, the gap between the cover and the seal needs to be wide enough to ensure pressure equilibrium (generally at least 3mm). This gap should not be reduced by the use of new seals. The correct joint size should be established and only replacement seals recommended by the manufacturer used. Two-stage doors should never be modified to give single stage opening.
Operating procedure
Before every dye cycle, it is good practice to check the door-locking mechanism in both the open and closed positions to ensure that engagement of the locking device is even and complete over the entire circumference and that the door locates correctly each time it is closed.
After loading the vessel and before it is closed, all dirt and spillage should be cleaned from the locking parts of the door and the joint examined to confirm it is properly seated in the groove.
The door safety devices should never be forced into position. Any resistance to closing or locking should be investigated immediately and rectified before the machine is put into use. Care should be taken that the locking rings of doors do not bind during rotation, otherwise the point of friction can become a fulcrum leading to high stresses, which can cause failure.
Vents and pressure relief devices
It is important that vent devices are designed so that proof of clearway can be established before covers are opened. Ideally, discharge outlets should lead to a safe place and be visible to operators.
An effective maintenance regime will ensure that the safety valves are in good order and that they operate at the set pressure. Where loose stock is dyed, fibres can accumulate in the relief valve or its associated pipe work, which would impede efficient venting. Users should check and, where necessary, clean the safety valve at regular intervals. The examination and setting of the safety valve should be included in the written scheme of examination. It is important to test pressure gauges regularly.
Common drain and blow-down lines
If a blow-down pit or muffler system is installed it is important that it is inspected frequently to verify that the drain system is not blocked due to deterioration and/or sludge.
Maintenance staff have been injured when adjacent machines have vented into a common pit. Venting can occur during the normal dye cycle or if a drain valve is opened unintentionally. It is recommended a safe system of work is employed that includes the isolation of the machine being worked on.
Thorough examinationThe PSSR require the user of a high temperature dyeing machine to ensure that a written scheme of examination is drawn up, certified as suitable by a competent person and that the vessel is examined in accordance with the written scheme.
The written scheme of examination should specify the nature and frequency of the examinations necessary to prevent danger and should take account of known failure mechanisms such as corrosion, erosion and fatigue. It should be reviewed over time to reflect changes in operating conditions and any deterioration detected on previous examinations. Advice on the preparation of a written scheme of examination can be sought from the manufacturer or supplier. See Information provided by the supplier above.
Users have a duty under the PSR to keep records of previous reports of examination and any documents that will assist the competent person to assess whether the vessel is fit for further operation. It is recommended that records be kept of all maintenance and remedial work carried out. Records for each individual dyeing vessel should be kept, together with entries countersigned by a responsible person.
More information about thorough examination and written schemes can be found on the HSE web site:
- Written schemes of examination (INDG178)
- paragraphs 101 to117 of the Approved Code of Practice for the Pressure Systems Safety Regulations 2000, Safety of Pressure Systems
Regulation 12 of the Provision and Use of Work Equipment Regulations 1998 (PUWER) concerns the requirement to prevent the unintended or premature discharge of any gas, liquid or vapour stored in work equipment such as a high temperature dyeing machine. As the correct operation of the door interlocks is crucial to preventing danger, the integrity of door interlocks should be examined periodically. Where users do not possess the necessary in-house expertise, competent specialists should be consulted.
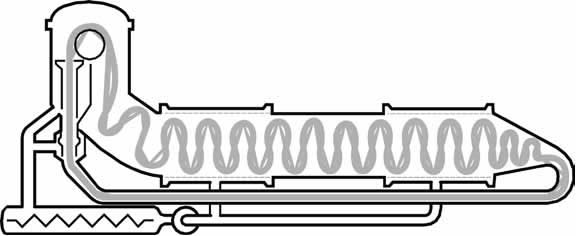
Figure 4 High temperature jet dyeing machine for fabric
Hydrogen peroxide is used in the textile industry for bleaching both natural and synthetic fibres. The potential fire and explosion hazards associated with its storage and use stem primarily from both its instability and its action as a powerful oxidising agent.
If the chemical reaction during bleaching is not strictly controlled there can be a rapid evolution of oxygen caused by the decomposition of the H2O2. The rapidity of the reaction and the volume of oxygen produced may be beyond the capacity of the relief devices and the vessel may fail catastrophically. The vessel could also fail due to stress corrosion cracking if it was not designed or constructed for peroxide bleaching using an appropriate grade of austenitic stainless steel or other suitable material resistant to attack.
Design
To reduce the risk of explosion, it is recommended that the concentration of the bleaching liquor, normally expressed in millilitres/litre (ml/l) or grammes/litre (g/l) does not exceed 14 ml of 35% H2O2 per litre of liquor (16 g/l). At that concentration the pressure vessel heating system should limit the rate of temperature rise to a maximum of 6°C/min.
If a higher concentration is required, a separate assessment should be carried out as to the stability of the peroxide and the capacity of the pressure relief system.
It is strongly recommended that users seek advice from their peroxide supplier.
The relief devices should:
- be properly sized for a discharge capacity based on the maximum foreseeable concentration of peroxide;
- ensure that the design pressure cannot be exceeded by more than 10%;
- be properly sized for two-phase flow conditions;
- vent to a safe place.
Operation and maintenance
Operators should be aware of the hazards of peroxide bleaching and be properly trained to carry out the process safely.
The various recipes and conditions under which bleaching takes place should be defined so as to ensure the maximum concentration of the dosing solution is not exceeded.
Peroxide bleaching solution must always be diluted before it is transferred to the vessel. A temperature interlock should be provided so that the bleaching solution cannot be transferred to the pressure vessel if the temperature of the solution exceeds 45°C.
A safe method of controlling the concentration of hydrogen peroxide is to install a volumetric tank before the additions tank of the dyeing machine. The volumetric tank should be sized at the maximum safe volume of hydrogen peroxide that the vessel can accept and be fitted with an overflow pipe. Before the line connecting the additions tank to the vessel can be opened, the feed to the additions tank has to be isolated to prevent further peroxide flow.
It is vital to have an effective maintenance system for the checking and cleaning of pressure relief systems.
Thorough examination
The written scheme of examination should refer to:
- the intended use of the vessel;
- the suitability of the vessel and its protective devices for use with hydrogen peroxide.
Reports of examinations under the written scheme should also refer to the vessel's use and whether or not it is fit for the purpose.
See earlier in this document for more information about thorough examinations.